

Proces simplu de producție de bile de oțel
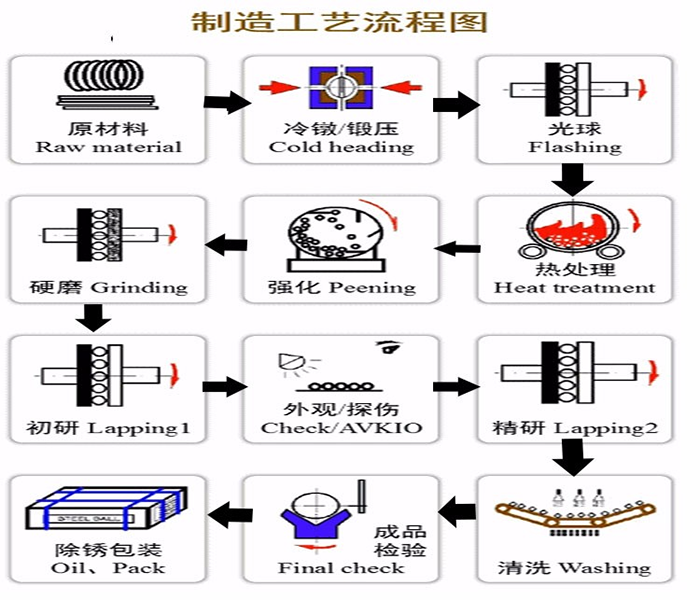
Formare semifabricată → îndepărtarea inelului → șlefuire brută → șlefuire moale → formare semifabricată cu bile → minge netedă (sau pilire → șlefuire moale) → șlefuire tare → șlefuire fină → șlefuire de precizie (sau lustruire) → șlefuire ultra-precizie.
Procesul detaliat de producție a bilelor de oțel
1. Trefilare: Întindeți firul la diametrul dorit folosind o mașină de trefilare;
2. Încadrare la rece (forjare): Așezați sârma trasă într-o mașină de captură rece cu bile de oțel și utilizați matrița de oțel din interiorul mașinii pentru a o forja într-un semifabricat;
3. Minge de lumină: Două plăci circulare de bile de măcinat din fontă din interiorul mașinii de bile de lumină presează și pileză embrionul cu capul rece pentru a îndepărta inelul exterior și doi poli de pe embrion;
4. Minge moale: Două plăci circulare de bile de măcinat din fontă în interiorul mașinii cu bile moale depun embrionul mingii ușoare pentru a-l măcina în diametrul și rugozitatea suprafeței necesare;
5. Tratament termic: Pune mingea într-un cuptor de tratare termică, carburând-o, stingând-o și temperând-o pentru a-i oferi un anumit strat de cementare, duritate, duritate și sarcină de zdrobire;
6. Slefuire tare: Discul roții de șlefuit din interiorul mașinii de șlefuit presurizează și macină semifabricatul bilei tratat termic pentru a îndepărta stratul de oxid negru de pe suprafața bilei și pentru a corecta precizia bilei;
7. Curățare de șlefuire/lustruire de precizie: Măcinare de precizie: Măcinați embrionul bilei de șlefuit în mașina de șlefuit de precizie pentru a obține precizia și netezimea necesară a produsului finit;
Lustruire și curățare: Turnați bila în tamburul de lustruit și rotiți-o, apoi curățați suprafața sferică cu agent de curățare de lustruire și apă pentru a o face curată și strălucitoare;
8. Selectarea aspectului: Utilizați inspecția vizuală manuală pentru a verifica eventualele defecte pe suprafața bilei de oțel și utilizați un micrometru pentru a măsura rotunjimea adevărată, variația diametrului lotului și utilizați un contor de rugozitate a suprafeței pentru a detecta rugozitatea suprafeței ca inspecție finală;
9. Ambalare: Acoperiți bile de oțel/bile de oțel inoxidabil/bile de oțel pentru rulmenți cu ulei antirugină și ambalați-le în cutii de carton sau pungi țesute.
Odată cu dezvoltarea tehnologiei, cererea pentru rulmenți mari de rezistență grea în industria de fabricare a echipamentelor a crescut în continuare în ceea ce privește cantitatea și calitatea, iar cerințele pentru cantitatea și calitatea de susținere a bilelor mari de oțel pentru rulmenți trebuie, de asemenea, crescute în mod corespunzător. Variația diametrului lotului de bile de oțel ar trebui să fie mică, rugozitatea suprafeței bilei de oțel ar trebui să fie mică, precizia ar trebui să fie mare, iar diferența dintre duritatea miezului și duritatea suprafeței bilei de oțel ar trebui să fie mică. Diametrul bilelor mari de oțel pentru rulmenți a ajuns acum la 150MM-200MM.
Procesul de fabricație al bilelor mari de oțel pentru rulmenți diferă de cel al specificațiilor obișnuite. Se face următoarea comparație:
1. Procesul de fabricație a bilelor mari de oțel pentru rulmenți:
Tăiere - Forjare - Recoacere - Strunjire Prelucrare - Tratament termic - Polizare tare - Cercetare inițială - Cercetare de precizie;
2. Procesul de fabricație a bilelor de oțel cu specificații obișnuite:
Trefilare - Cap la rece - Minge usoara - Minge moale - Tratament termic - Slefuire tare - Slefuire fina;
Procesul de fabricație a bilelor din oțel pentru rulmenți importate
1) Echipamente de fabricație folosind bile de oțel pentru rulmenți importate
2) În primul rând, împingeți cilindrul hidraulic pentru a avansa placa de șlefuire până când bila de oțel a rulmentului poate fi plasată între cele două plăci de șlefuit.
3) Instalați ieșirea cu bilă și păstrați-o într-o stare liberă. Notați axul pentru a umple spațiul dintre cele două plăci de șlefuit cu bile de oțel și reglați ieșirea bilei la
Lama de colectare a bilei este atașată strâns de suprafața de capăt a plăcii de șlefuit (sau a discului de șlefuit) și fixată de orificiul de ieșire a bilei. În acest moment, este recomandabil să aplicați presiune pe cele două plăci de șlefuit pentru a conduce bila de oțel crom să se rotească.
4) Închideți capacul de protecție, porniți pompa de apă, porniți tava de material și porniți arborele principal.
5) În funcție de obiceiurile de proces ale fiecărei fabrici, reglați viteza axului și a tăvii de material și reglați cantitatea de bile pentru a vă asigura că bilele de oțel din fiecare canelura a plăcii de ghidare sunt distribuite uniform
Distribuit uniform și fără suprapunere.
6) Reglați presiunea de măcinare, rotiți comutatorul de presiune de pe panoul de operare în poziția deschis, reglați supapa de creștere a presiunii de pe panoul stației hidraulice și ridicați-o
Specificați presiunea și blocați-o în fiecare fabrică și acordați atenție sistemului hidraulic pentru a menține presiunea în timpul pornirii.
7) În condiții normale de lucru, este necesar să se observe în mod regulat starea de funcționare, presiunea și intrarea și ieșirea lină a gazdei.
8) Când bila de oțel atinge dimensiunea și calitatea suprafeței specificate, mai întâi reduceți presiunea de lucru, apoi apăsați butonul de oprire principal.
9) Pregătiți recipientul pentru a scoate bila de oțel a rulmentului.